Neues Forschungsprojekt für Arnold Ravensburg zum Entgraten mit dem Werkzeug Laser.
(Gefördert vom Bundesministerium für Bildung und Forschung)
Zielsetzung des FuE-Projektes
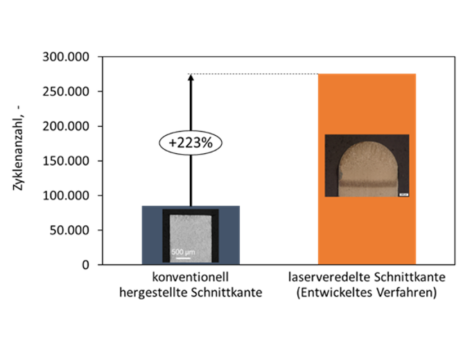
Eine Vielzahl der verbauten Fahrwerkskomponenten wird aus z.T. hochfestem Stahlblech gefertigt. Deren Leistungsfähigkeit hängt maßgeblich vom Werkstoffverhalten unter zyklischer Beanspruchung ab. Entscheidend ist daher die Ermüdungsfestigkeit, die Rissbildung erfolgt dabei oftmals ausgehend von Schnittkanten (Abbildung 1, links), was die besondere Bedeutung der Kantenqualität für die Bauteilintegrität unterstreicht.

Etablierte Nachbearbeitungsverfahren zum Entgraten von Blechen sind aufwendig, unterliegen Werkzeugverschleiß, erfordern meist eine anschließende Bauteilreinigung und lösen das große Problem der Kantenrissempfindlichkeit nur unzureichend und nicht prozessstabil.
Innovativer Lösungsansatz – Besonderheit im Vergleich zum Stand der Technik
Einen innovativen, ressourcenschonenden Ansatz zur automatisierten Entgratung und Nachbearbeitung bei gleichzeitiger Reduzierung der Kantenrissgefahr im Bauteileinsatz stellt die laserbasierte Kantenveredelung dar. Diese ist ein berührungsloses und materialumverteilendes Verfahren ohne Materialabtrag.
Dabei werden die Kanten der Blechbauteile nach dem Zuschnitt mittels Laserstrahlung umgeschmolzen. Im flüssigen Zustand kann die Rauheit der Kante aufgrund der Oberflächenspannung ausfließen und wird geglättet. Durch eine geeignete Wahl der Verfahrensparameter kann eine definierte Verrundung der Kante bis hin zu einer Randverstärkung eingestellt werden (Abbildung 2, Mitte).

Gleichzeitig erfolgt eine Wärmebehandlung im Bereich der Kante und das Gefüge ist im Kantenbereich durch eine gradientenförmige Phasen- und Kornverteilung charakterisiert.
Durch den eingesetzten Laser resultieren weder Werkzeugverschleiß noch Schleifabfälle.
Anschließende Reinigungsschritte entfallen vollständig.
Hohe Prozessgeschwindigkeiten > 10 m/min nahezu unabhängig von der Komplexität der Kantengeometrie sind möglich.
Um komplexe 3D-Blechkanten mit dem Laser zu veredeln und somit das Verfahren für den breiten Markt zu qualifizieren bzw. etablieren, ist das übergeordnete Ziel des Projektes DeLight, eine Maschine mit Kantennachverfolgung zur Online-Korrektur der Laserbearbeitungsbahnen und dynamischer Schutzgasführung zu entwickeln, sowie Maschine und Verfahren an 3D-Blechbauteilen der Endanwender zu validieren.